
Edullisten kustannusten, korkean tehokkuuden ja laajan käyttökohteen eduilla laserkäsittelytekniikka on nykyajan edistynein valmistustekniikka, joka edustaa tulevan valmistusteollisuuden kehitystrendiä.
Kymmenien tuhansien watin laserkäsittelyteknologian soveltaminen laajentaa ja päivittää sovellusalueita entisestään.Tekniikan asteittaisen kypsymisen myötä markkinoilla on laajalti tunnustettu kymmenientuhansien watin laser.Lisäksi kansallinen teollinen uudistus tarvitsee pikaisesti kehittynyttä teknologiaa korvaamaan perinteisen prosessin.kymmenien tuhansien watin laser on nouseva trendi, ja tulevaisuus on tullut!

Kiinan terästeollisuuden kulutusanalyysin mukaan tällä hetkellä teräksen tärkeimmät sovellusalat ovat rakennus-, kone-, auto- ja energiateollisuus, jonka jälkeen tulevat laivanrakennus ja kodinkoneet, joista useimmat käyttävät keskiraskaita ja raskaita levyjä.Plasmaleikkausta, liekkileikkausta, vesileikkausta, lankaleikkausta jne. käytetään perinteisessä keskisuurten ja paksujen levyjen käsittelyssä.On kuitenkin joitain ongelmia, kuten plasma ei pysty leikkaamaan pieniä reikiä, huono mittatarkkuus, suuri lämpöisku, ei voi leikata pieniä osia, leveät rakot ja jätemateriaalit;liekkileikkauksella voidaan leikata vain hiiliterästä, ei ei-rautametalleja, ja leikkausnopeus on hidas;vesileikkaus saastuttaa veden laatua;langan leikkausnopeus on hidas ja kulutustarvikkeet ovat suuria;stanssaushäviö on suuri ja työkalukustannukset korkeat.
Perinteiset käsittelymenetelmät
Tapaus 1: Vaihteisto
Sovellusteollisuus: rakennuskoneet, rautatieliikenne, automaatiolaitteet jne.

Kymmenien tuhansien watin laserlaitteilla on ainutlaatuisia etuja paksulevyn leikkaamisessa, ja niiden kyky käsitellä erittäin tarkkoja osia on myös erittäin vahva.Samassa hammaspyörätyökappaleessa (kuten esimerkiksi seuraavassa kuvassa) plasmaleikkauksen aikana syntyvä korkea lämpötila passivoi hammaspyörän terävän kulman ja leikkauspäätypinta on karkea eikä tasainen alhaisella tarkkuudella, joten jyrsintä koneen on viimeisteltävä pyöreän kulmapyörän työstäminen teräväkulmapyöräksi toisen kerran.Terävä kulma voidaan leikata kerralla käyttämällä kymmenien tuhansien watin laserleikkausta, ja leikkaus on sileä, mikä voi täyttää ilmailu-, sähkö-, öljy- ja autoteollisuuden sekä muiden korkean tarkkuuden vaativien teollisuudenalojen vaatimukset.
Näyte: halkaisijaltaan 500 mm hammaspyörä, paksuus 12 mm, hiiliteräs, R1 mm terävä kulma, 42 terävää kulmaa;
| Käsittelymenetelmä | Perinteinen käsittely | 12 kW laser | 20 kW laser |
| Tarvittavat varusteet | 300A plasmaleikkauslaitteet, purseenpoistokone, jyrsinkone | Kymmenien tuhansien watin laserlaitteet | Kymmenien tuhansien watin laserlaitteet |
| Tarvittava henkilöstömäärä | 2 henkilöä | 1 henkilö | 1 henkilö |
| Vaadittu työstöasento | 3 lajia | 1 | 1 |
| Vaaditaanko toissijaista käsittelyä | Toinen hionta, viimeistely | Suora muodostus | Suora muodostus |
| Leikkausnopeus | 3,9 m/min 3,9 m/min | 5,5 m/min 5,5 m/min | 8,5 m/min 8,5 m/min |
| Käsittelyaika | 227min5s (plasmaleikkaus: 2min6s + hionta: 38S + jyrsintäkulma: 2min21s + aseman siirto ja purkaminen: 22min) | 1min30s 1min30s | 58s 58s |
| Käsittelykulut | 8,47 juania (plasma + purseenpoistokone + jyrsinkone + 2 työtuntia, yksikköhinta: 1,03 yuania / m, ääriviivan pituus: 8,22 m) | 1,62 juania (yksikköhinta: 0,197 yuania / m, ääriviivan pituus: 8,22 m) | 1,37 juania (yksikköhinta: 0,167 yuania / m, ääriviivan pituus: 8,22 m) |
Tapaus 2: alumiiniverhoseinä, alumiininen ikkunakoristelu
Sovellusala: rakennus- ja verhoseinäteollisuus

Monimutkaisissa grafiikoissa perinteistä käsittelymenetelmää ei voida suorittaa kerralla loppuun, mikä vaatii useiden laitteiden ja teknologian yhdistämistä, ja tulos on usein epätyydyttävä.Joustava lasertekniikka pystyy kuitenkin käsittelemään mitä tahansa grafiikkaa yhdellä laitteella, ja nopeus ja teho ylittävät perinteisiä käsittelymenetelmiä.Esimerkkinä paksun levymetalliverhoseinän kuva (esimerkiksi seuraavan kuvan työkappale), alumiiniverhoseinien ja ikkunoiden perinteinen käsittelymenetelmä 10-25 mm levypaksuudella edellyttää kaiverruskoneen ja lankaleikkauksen yhdistelmää. .Kaiverruskone ei voi tehdä teräviä kulmia, ja langan leikkaamisen kustannukset ovat korkeat, tehokkuus on erittäin alhainen ja koko on rajoitettu.Jos käytetään kymmeniä tuhansia wattia laserkäsittelyä, yksi laite voidaan valmistaa kerralla suurella nopeudella, alhaisilla kustannuksilla, hyvällä pinnan viimeistelyllä ja voi myös käsitellä erilaisia suuren mittakaavan monimutkaisia kuvioita.
Näyte: ikkunakoristelu alumiiniseoksella, 12 mm paksu, epäsäännöllinen piirustus
| Käsittelytila | Perinteinen käsittely | 12 kW laser | 20 kW laser |
| Tarvittavat varusteet | Kaiverruskone + langanleikkauskone | Kymmenien tuhansien watin laserlaitteet | Kymmenien tuhansien watin laserlaitteet |
| Tarvittava henkilöstömäärä | 2 henkilöä | 1 henkilö | 1 henkilö |
| Vaadittu työstöasento | 2 lajia | 1 | 1 |
| Vaaditaanko toissijaista käsittelyä | Tarvitsee toissijaisen käsittelyn (jäysteenpoisto, öljykontaminaatio) | Suoramuovaus ilman hiontaa | Suoramuovaus ilman hiontaa |
| Leikkausnopeus | Kaiverruskone: syvyys 0,3 mm, syöttönopeus 1 m/min, langan leikkaus 2000 mm²/h | 2,5 m/min | 4,5 m/min |
| Käsittelyaika (12 mm alumiiniseos, käsittelyaika per metri) | Kaiverruskone: 40 min Langanleikkauskone: 2h | 24s | 13s |
| Käsittelykustannukset (yuania/m) | Kaiverruskone: 40 yuania (yksikköhinta: 60 yuania / tunti) Lankaleikkauskone: 20 yuania (yksikköhinta: 10 yuania / tunti) | 0,52 juania | 0,34 juania |
Tapaus 3: läpireikälevy
Sovellusteollisuus: öljy, maakaasu, metallurgia.
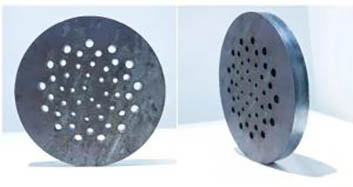
Perinteisessä käsittelytekniikassa on käytettävä muottia ja leikkuria prosessoinnin apuna, mikä rajoittaa joidenkin grafiikan käsittelyä.Jos graafiset tiedot muuttuvat, muotti on valmistettava uudelleen.Muotin hinta on korkea, muokkausaika on pitkä, eikä sitä voida muodostaa kerralla.Laserkäsittelyllä on kuitenkin suuri joustavuus, se voi käsitellä mielivaltaista grafiikkaa ja muokata tuotesuunnittelua asiakkaan tarpeiden mukaan milloin tahansa, ja käsittelyn laatu on korkea.Pienten reikien leikkaamisessa (esimerkiksi seuraavassa kuvassa) plasmaleikkausaukon vähimmäishalkaisija voi olla vain suunnilleen yhtä suuri kuin levyn paksuus, eli 25 mm paksua teräslevyä voidaan käsitellä vain reiän halkaisija on suurempi tai yhtä suuri kuin 25 mm;kun taas kymmenillä tuhansilla laserleikkauksella käsitelty reiän minimihalkaisija voi saavuttaa 20 % käsitellyn levyn paksuudesta, eli 25 mm paksu teräslevy voidaan käsitellä reiän halkaisijalla 5 mm, joka voidaan leikata paksuun metallilevy, jossa on eri aukko kerrallaan.
Näyte: halkaisijaltaan 500 mm levy, 25 mm paksu, hiiliteräsmateriaali, käsittely 4, 6, 8, 10 mm suoraan läpimeneviä reikiä, 50 kappaletta;
| Käsittelymenetelmä | Perinteinen käsittely | 12 kW laser | 20 kW laser |
| Tarvittavat varusteet | 300A plasmaleikkauslaitteet, purseenpoistokone, jyrsinkone, porakone | Kymmenien tuhansien watin laserlaitteet | Kymmenien tuhansien watin laserlaitteet |
| Tarvittava henkilöstömäärä | 3 henkilöä | 1 henkilö | 1 henkilö |
| Vaadittu työstöasento | 4 erilaista (vaihda 4 erilaista poranterää) | 1 | 1 |
| Vaaditaanko toissijaista käsittelyä | Toinen hionta, viimeistely | Suora muodostus | Suora muodostus |
| Leikkausnopeus | 1,9 m/min | 1,1 m/min | 1,5 m/min |
| Käsittelyaika | 56min6s (plasmaleikkaus: 4min14s + hionta: 38s + jyrsintä pystysuora: 1min34s + poraus: 16min40s + aseman siirto ja purkaminen: 33min) | 7 min 19s | 5min22s |
| Käsittelykulut | 52,23 juania (plasmaleikkausyksikköhinta: 1,42 yuania / m, ulkopinnan pituus: 1,57 m, reiän yksikköhinta: 1 yuania / kpl, 50 kpl) | 9,18 juania (yksikköhinta: 1,14 yuania / m, ääriviivan pituus: 8,05 m) | 8,53 juania (yksikköhinta: 1,06 yuania / m, ääriviivan pituus: 8,05 m) |
Määrän, suuren nopeuden, hyvän laadun ja alhaisten kustannusten yhdistelmä on tuottavuus.Tehdasteollisuudelle edistynyt tuottavuus tarkoittaa korkeaa tehokkuutta ja alhaisia korkeaan laatuun perustuvia kustannuksia.
Postitusaika: 05.05.2021